How to Balance a Sharp Tail and Tapping Speed?
Material: SS304 + SCM435
Surface treatment: Ruspert
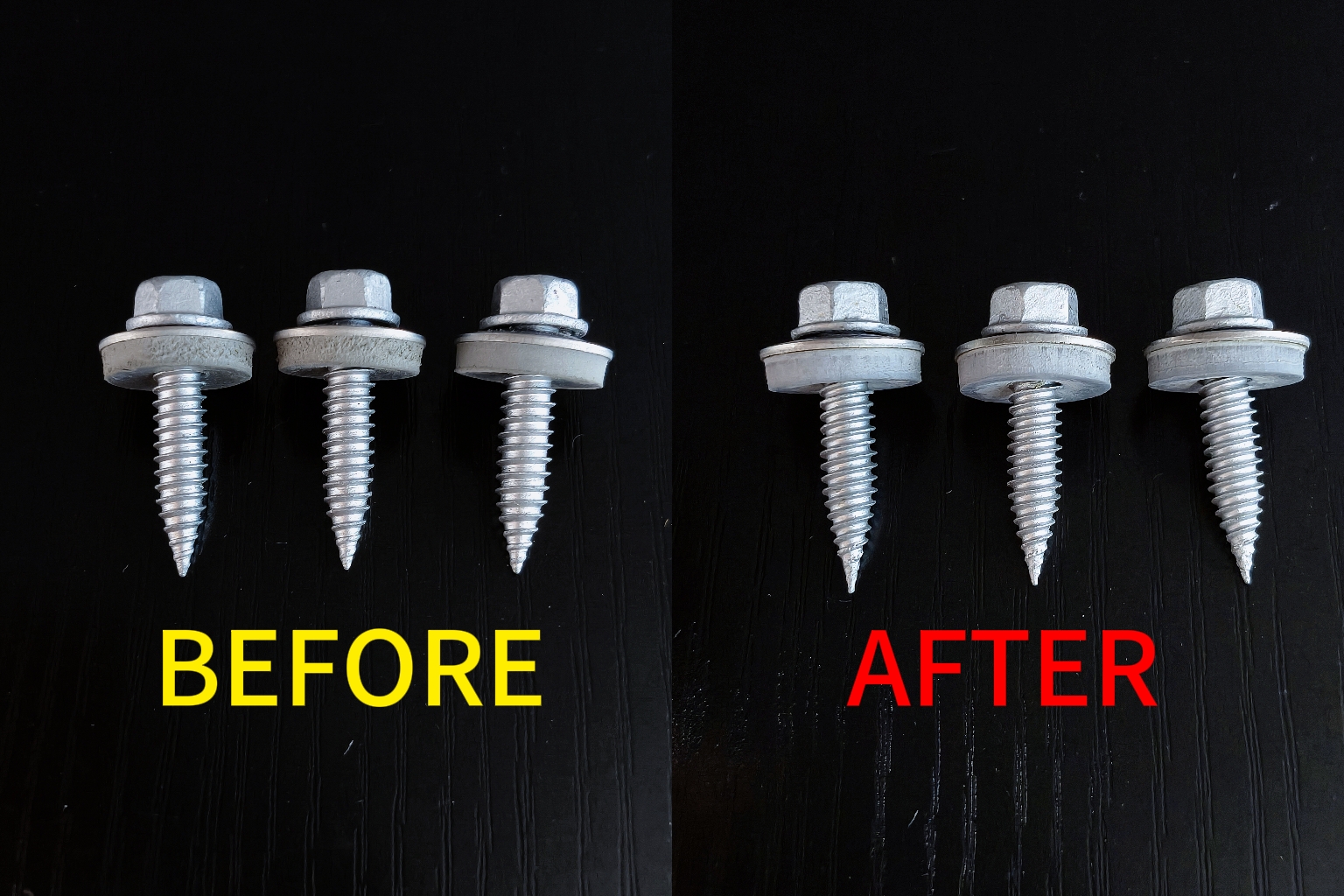
In the mass production of BI metal screws, striking a balance among tail sharpness, tapping speed, and thread formation consistency has always been a challenge.The smaller the tail angle, the better the initial positioning and the stronger the penetration force; however, the thinner the material at the tail end, the more prone it is to instability and failure to form threads during thread rolling.A blunter tail ensures stable threading speed and complete thread formation, but results in poor positioning and weak penetration force, making it prone to slipping and failing to penetrate thick plates.
The tail angle of the first batch of samples we provided to the customer was too blunt, failing to meet the penetration requirements for practical use. After a second round of adjustments, the tail reached an ideal state, but thread formation failed, severely affecting tapping speed.


Due to the dual-thread structure, the requirements for mold precision, machining processes, and heat treatment stability are even higher. Therefore, we selected higher-precision CNC wire-cut molds from Taiwan and simultaneously optimized the heat treatment parameters and surface coating processes, resolving the issue effortlessly.
No compromises, no shortcuts—Jiaxing Aoke pay attention to every detail so our customers can use our products with confidence.
Previous:How Blind Rivets Work?